The design of industrial facilities is not just a step in the construction process but also a decisive factor in the performance and future scalability of a business. With the advancement of technology and increasingly stringent market demands, a modern industrial facility must ensure flexibility, optimize production processes, and meet safety and environmental standards.
By combining smart design strategies, the application of advanced technology, and long-term planning, businesses can build facilities that not only meet current needs but are also prepared for future growth. Close collaboration between investors and design units will be the key to creating sustainable, efficient, and competitive industrial facilities in the market.
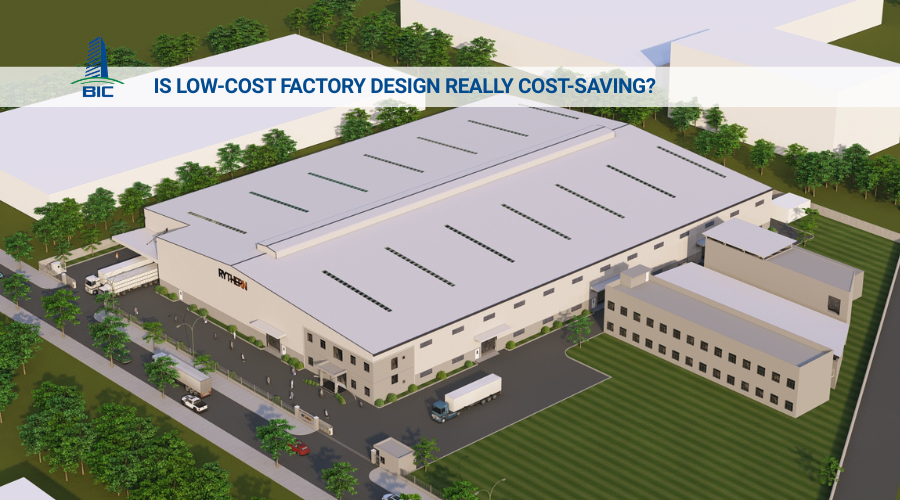
Typically, factory design is carried out after specific goals have been established, such as when planning to build a new factory or renovate an existing facility. This is also the time when project costs can be estimated more clearly—and often require significant investment capital. At this point, the investor realizes they are facing a large project that not only takes time for design and planning but also requires extensive expertise. This is why investors often open bids for design companies to participate in the tender process to select a unit to support project implementation.
Factory design can be viewed as a complete project that concludes when the factory becomes operational, based on the assumption that there are no plans for expansion or scaling. However, in reality, future expansion is inevitable. Therefore, a better approach is to prepare for flexibility and the ability to respond quickly to potential changes in the future.

Typically, factory design is carried out after specific goals have been established, such as when planning to build a new factory or renovate an existing facility. This is also the time when project costs can be estimated more clearly—and often require significant investment capital. At this point, the investor realizes they are facing a large project that not only takes time for design and planning but also requires extensive expertise. This is why investors often open bids for design companies to participate in the tender process to select a unit to support project implementation.
Factory design can be viewed as a complete project that concludes when the factory becomes operational, based on the assumption that there are no plans for expansion or scaling. However, in reality, future expansion is inevitable. Therefore, a better approach is to prepare for flexibility and the ability to respond quickly to potential changes in the future.
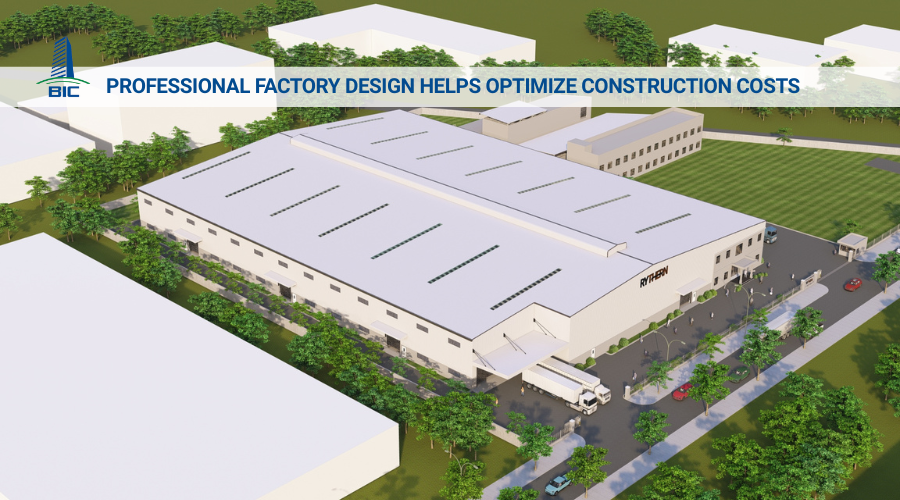
The main objectives of industrial factory design are often quite similar across all types of projects. In addition to high productivity and production efficiency, other important factors include safe working conditions and optimizing the use of space. Additionally, the ability to produce flexibly is also a priority to ensure the factory can adapt to future changes.
In the past, architects and construction engineers played a key role in factory design. However, today, the focus has shifted to production operations. Factors such as the supply of raw materials, manufacturing and assembly, quality control, storage, and transportation are now seen as tightly interlocking gears in a smoothly operating machine.
.jpg)
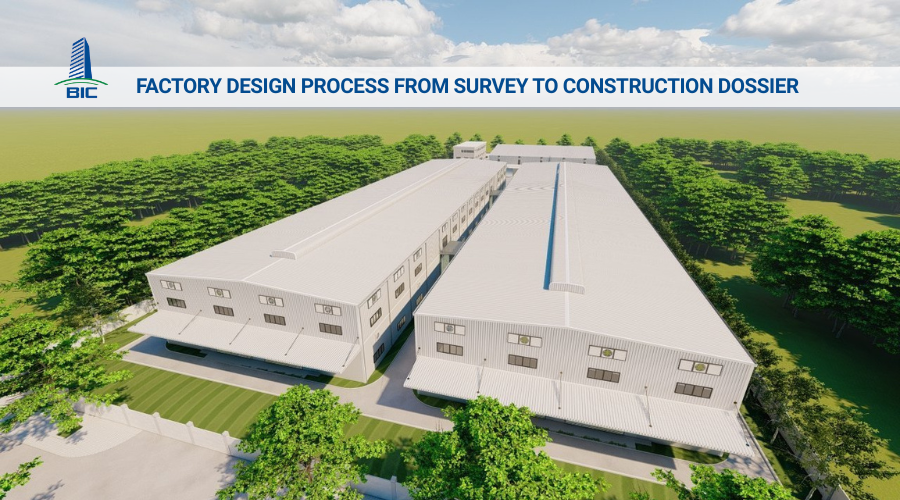
BIC provides consulting, design, and construction services across most fields and manufacturing sectors. Each industry has its own specific production requirements, leading to differences in machinery, systems, warehousing, and transportation methods. Whether it is a new construction project or a renovation, thorough preparation and detailed planning always play a crucial role.
Bottling plants must continuously optimize their distribution models to meet market demand. Every day, millions of glass bottles, plastic containers, and metal cans are produced and shipped to consumers. For facilities that consume large amounts of electricity, choosing a location with low energy costs is a key factor in minimizing operating expenses and enhancing competitiveness.
The packaging industry not only ensures the protective and preservative functions of products but also plays an important role in conveying information and boosting sales. This requires modern machinery systems to automate processes such as filling, packaging, palletizing, and labeling. As environmental protection standards become increasingly stringent, packaging equipment must also be improved to minimize environmental impact and optimize production efficiency.
With products that have a short shelf life and are subject to strict controls, the food industry focuses on reducing storage time and accelerating delivery speed. Factory design must ensure a closed production process that meets food safety and hygiene standards while optimizing the flow of raw materials and products to maintain the best quality.
In the mechanical engineering sector, the design of mechanical workshops not only aims to optimize mass production processes but also ensures flexibility to meet custom orders. A scientific layout of machinery systems, assembly areas, and inspection zones enhances efficiency, minimizes waste, and facilitates future technology upgrades and expansions.
.jpg)
The pharmaceutical industry requires a production environment that meets stringent standards for hygiene, safety, and quality control. Workshops need to be designed with systems for controlling temperature, humidity, and air pressure to ensure optimal conditions for drug production and storage. Additionally, functional areas such as clean rooms, raw material storage, and finished product warehouses must be scientifically arranged to ensure efficient operational processes that comply with the industry's strict regulations.
The textile industry demands workshop designs that optimize space to accommodate the production process from fabric cutting, sewing, finishing, to packaging and shipping. An appropriate ventilation and lighting system helps create a comfortable working environment, enhancing labor productivity. Furthermore, a logical arrangement of raw material storage, finished products, and quality inspection areas optimizes production flow, minimizes waste, and improves operational efficiency.
With the advancement of technology and increasingly stringent market demands, a modern industrial workshop must ensure flexibility, optimize production processes, and meet safety and environmental standards. By combining smart design strategies, advanced technology applications, and long-term planning, businesses can build workshops that not only meet current needs but are also prepared for future growth. Close collaboration between investors and design units will be key to creating sustainable, efficient, and competitive workshops in the market. Contact BIC today!