In the context of increasingly competitive industrial production, optimizing productivity, controlling costs, and enhancing operational efficiency have become top priorities for businesses. This is also why the smart factory model is gradually becoming an inevitable trend in investors’ development strategies. Beyond automation, a smart factory is the integration of digital technology, data, and modern management systems to create a flexible, precise, and efficient production environment.
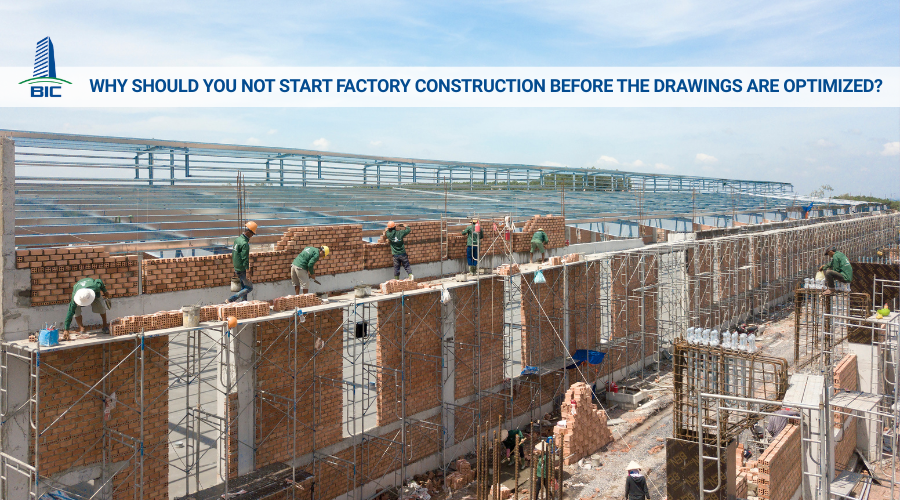
However, to implement a true smart factory, technology alone is not enough. The core foundation lies in factory design and construction design from the very beginning. A properly designed factory will facilitate the integration of automation systems, IoT, and data management, while also optimizing costs during construction and future operations.
In this article, BIC will help investors clearly understand what a smart factory is, modern design trends, and the role of design and construction in building an intelligent, sustainable, and future-ready production system.
A smart factory is a modern production model in which machines, equipment, and operational processes are connected and controlled through digital technologies. Through the integration of data, automation, and management platforms, the factory can operate flexibly, self-monitor, and optimize performance in real time. This is not only a technological advancement but also a comprehensive transformation in how production is organized and operated.
Traditional factories mainly rely on manual labor and fragmented processes with limited data connectivity. Production control is often manual and heavily dependent on human experience. In contrast, smart factories operate based on continuous connectivity between machines, humans, and management software. Production data is automatically collected and analyzed, making operations more accurate, transparent, and efficient.
The foundation of a smart factory is the combination of multiple advanced technologies. The Internet of Things (IoT) enables devices and machines to connect and exchange data continuously. Artificial Intelligence (AI) supports data analysis, trend prediction, and process optimization. Automation systems reduce human intervention while improving accuracy and productivity. The combination of these technologies creates an intelligent production system capable of adapting to different operating conditions.
Smart factories play an important role in the digital transformation of the industrial sector. Applying this model helps businesses improve management capabilities, optimize resources, and enhance competitiveness in the market. At the same time, smart factories provide a foundation for integrating new technologies in the future, enabling businesses to quickly adapt to changes in the business environment and increasing market demands.

As production costs continue to rise, businesses are forced to seek solutions to improve efficiency and minimize waste. The smart factory model enables process automation, reduces dependence on manual labor, and enhances operational accuracy. As a result, businesses can optimize long-term costs and sustainably improve productivity.
Traditional factories often face limitations in collecting and analyzing production data. In contrast, smart factories use sensor systems and management software to monitor all activities in real time. This allows investors to better control operations, detect risks early, and make quick and accurate decisions.
The development of Industry 4.0 is strongly driving digital transformation in manufacturing. Technologies such as IoT, AI, and automation not only improve efficiency but also create more flexible operating models.
In reality, many global corporations have set goals to transform their entire production systems into smart factory models. For example, Samsung is implementing strategies to build AI-driven factories and aims to convert its global factories into smart operations by 2030. This shows that smart factories are no longer a future trend but are becoming a new standard in industrial manufacturing.
Businesses that adopt the smart factory model can enhance competitiveness by optimizing costs, improving product quality, and shortening production time. The ability to quickly adapt to the market and integrate new technologies also helps businesses maintain long-term advantages, especially in an increasingly competitive environment.
In the smart factory model, factory design is not only about creating production space but also about providing a foundation for integrating technological systems. Layout arrangement, workflow organization, and functional zoning directly affect data connectivity and automated operations. A well-designed factory enables synchronized operation between production, logistics, and management systems.
The ability to apply robots, automated conveyors, or smart warehouse systems depends heavily on the initial construction design. Factors such as building height, structural span, floor load capacity, and technical space must be calculated appropriately to meet automation equipment requirements. Without flexible or future-ready design, upgrades can be difficult and costly.
In smart factories, design construction must be closely linked with technology integration. Electrical systems, data networks, sensors, and control systems must be arranged synchronously from the factory design stage. Close coordination between designers and technology providers ensures proper implementation, reduces technical conflicts, and improves operational efficiency.
If a factory is designed using a traditional model without considering technology, businesses will face difficulties when transitioning to a smart factory. Limitations in space, structure, and technical infrastructure can make it difficult or impossible to install automation systems. This not only increases renovation costs but also affects project timelines and investment efficiency.

Automated production systems replace manual processes with robots, conveyors, and automated machinery. This ensures high accuracy, reduces errors, and increases productivity. Automation also helps optimize labor costs and maintain product consistency.
Data plays a central role in smart factories. Systems such as MES and ERP connect information across departments, from production to logistics and management. Real-time data analysis allows businesses to control production progress, optimize resources, and make better decisions.
IoT enables machines and systems to connect through sensor networks. Sensors collect data such as temperature, humidity, vibration, and equipment status. This allows real-time monitoring, early issue detection, and predictive maintenance, reducing downtime and improving efficiency.
To ensure effective operation, smart factories require synchronized technical infrastructure from the construction design stage. Electrical, data, and control systems must be integrated to ensure stable operation. A smart MEP system not only provides energy and working conditions but also supports monitoring and optimizing factory performance.
Production layouts are designed flexibly based on actual workflows. Areas such as input, production, inspection, and output are organized in a one-way flow to minimize movement and improve efficiency.
Factory space must be designed to accommodate automation systems. Factors such as clear height, structural span, floor load, and spacing must meet operational requirements.
Smart factories require tight integration between physical space and digital systems. Electrical systems, data networks, sensors, and control centers must be planned simultaneously to ensure efficiency.
Factories should be designed with flexibility to allow expansion or system upgrades without affecting the main structure. This ensures long-term investment efficiency.

All systems must be designed synchronously to avoid technical conflicts and ensure stable operation.
Technology systems such as data networks and sensors must be included from the beginning to reduce future costs.
Electrical systems must ensure stable power distribution and scalability. Data systems must support real-time monitoring and control.
BIM allows simulation of the entire project, helping detect conflicts early, reduce costs, and improve construction efficiency. It also supports lifecycle management and future upgrades.
Automation and real-time data help optimize production processes, reduce downtime, and improve efficiency.
Real-time data enables better monitoring, faster decision-making, and improved operational control.
Automation reduces reliance on manual labor, especially for repetitive or high-precision tasks.
Smart systems ensure consistent quality, reduce defects, and enhance brand reputation.

Design consultants help determine appropriate models based on production needs and investment goals.
Technology must be integrated from the beginning to ensure efficiency and reduce future modification costs.
Close coordination between stakeholders helps avoid technical conflicts and ensures project efficiency.
Design units should accompany investors throughout the project to ensure proper implementation and resolve issues promptly.
In the context of rapid digital transformation in manufacturing, smart factories are no longer just a trend but a necessary strategy to enhance competitiveness. However, successful implementation depends on a strong foundation in factory design and construction from the very beginning.
A well-planned system integrating architecture, structure, MEP, and technology not only optimizes operations and reduces long-term costs but also provides flexibility for future development. Therefore, investors should view design not merely as a preparatory step but as a strategic lever that determines the success of the entire smart factory project.